

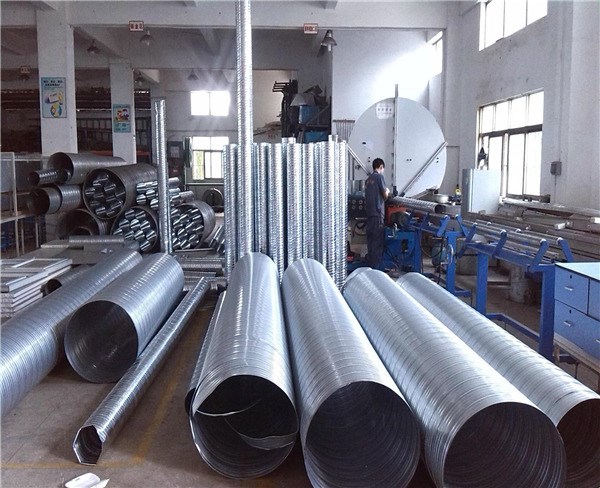
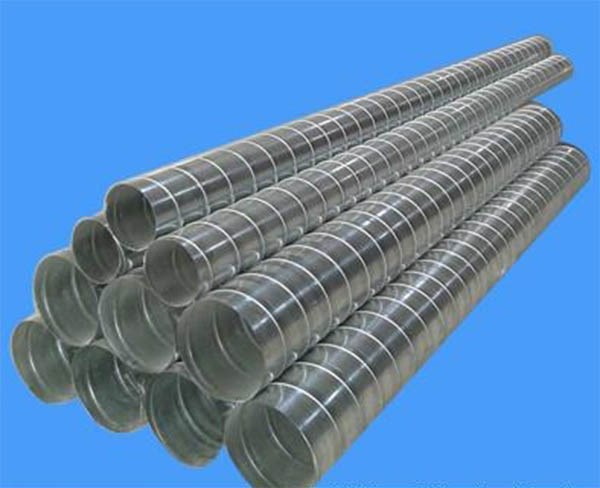
因螺旋风管风阻小,重量轻,安装简洁方便等原因,在国外,螺旋风管厂家,通风管道大量采用圆形风管,即螺旋风管,六安螺旋风管,欧洲圆形风管的应用比例已经超过70%,日韩也超过50%。在国内,目前还大量使用矩形风管。专家预测,国内螺旋风管的市场巨大,有很大的发展空间。螺旋风管之所以成为市场的宠儿,是因为它与传统材料的风管相比较,是有十分明显的技术、节能、环保和经济优势。螺旋风管的接缝是周向的,接缝的强度比径向的直缝强度要高许多,所以能保证在1.5倍工作压力下接缝处无裂开,由于其原材料镀锌带钢与整张镀锌钢板相比,价格较低,加上其工厂化生产和规格的标准化,使得造价要比矩形风管低;另外由于其支、吊架需量少,安装工作量少,所以总成本较低。







焊接螺旋风管需要注意的问题:
焊前准备
(1)根据板厚形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。
(2)坡口形式宜采用V 形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。
(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。
(4)应采用严格的定位焊,螺旋风管生产厂家,遵循“短而厚”、“点焊不焊透”的原则。


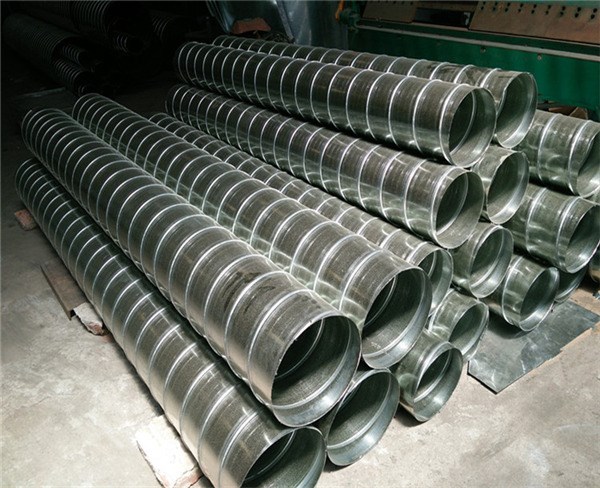
简析大口径螺旋风管的安装方式
1支吊架制造装置
依据标准的规定,对于相反规格的风管采纳相反大小的支吊架。吊杆的长短要依据大口径螺旋风管的分寸和装置高低,以及楼层梁或者钢架的高低来下料加工。吊杆的吊码用角铁加工,吊杆的末端指纹丝牙要满意调理大口径螺旋风管扬程的规定,螺旋风管加工,吊杆的顶板与角铁码铆接流动,吊杆油防锈漆和面漆各两遍。吊杆制造好后,就能够依据大口径螺旋风管的安排方向继续装置,距离相符设想及标准的规定。
2风管吊装
依据设想图纸和国家标准的规定,继续风管装置。大口径螺旋风管装置前,办好拆卸件的干净任务,以后,依据图纸风管各体系的散布,依照制造好的风管编号继续陈列、结合,核查风管分寸,所在轴线地位相符图纸后,方可吊装。






 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


